
Précautions pour la conception de la matrice de découpage en carbure
Les matrices fabriquées à l'aide de carbure pour le poinçon ou la matrice, ou les matrices dont le poinçon et la matrice sont tous deux en carbure, sont appelées [...]
Les matrices fabriquées en utilisant du carbure pour le poinçon ou la matrice, ou les matrices dont le poinçon et la matrice sont tous deux en carbure, sont appelées matrices en carbure. Le poinçon et la matrice peuvent être entièrement en carbure ou comporter une pièce en carbure fixée ou encastrée sur une pièce en acier comme section de travail pour le découpage. Une couche de carbure peut également être pulvérisée sur l'arête de coupe d'un moule en acier. En raison de la grande dureté et de la résistance à l'usure du carbure, la durée de vie des moules en carbure de tungstène est plus longue que celle des moules en acier. matrices en carbure est plusieurs fois, voire des dizaines de fois, plus longue que celle des matrices en acier ordinaire. Cependant, en raison de la fragilité du carbure et des charges d'impact pendant le processus de découpage, les carbures durs sont souvent utilisés pour les applications de moulage.
L'activité de notre usine : Nous concevons, développons et produisons des moules pour la métallurgie des poudres, des pièces en carbure, des moules pour l'injection de poudres, des outils d'estampage et des pièces de moules de précision. Whatsapp:+8618638951317. Courriel : [email protected],
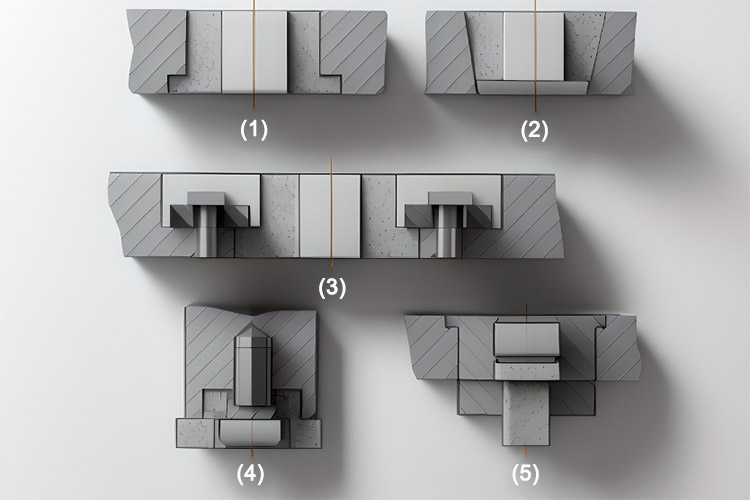
Le poinçon et la matrice sont tous deux en carbure, et la forme structurelle du poinçon et de la matrice est en carbure de tungstène. matrices de découpage en carbure est similaire à celle des matrices générales, mais elle a aussi ses propres caractéristiques. Les points suivants doivent être pris en compte lors du processus de conception :
- Le carbure a une plus faible capacité à résister aux charges de flexion. Lors de l'agencement, il convient de veiller à la position de la première arête de coupe afin d'éviter que la moitié du contour ou la moitié du trou ne soit coupée, ce qui entraînerait une contrainte unilatérale sur le poinçon.
- La hauteur de la bavure est plus importante que pour le découpage général et doit être supérieure à l'épaisseur du matériau afin d'éviter que la bavure ne soit comprimée dans la matrice, ce qui pourrait endommager le moule.
- Le jeu d'obturation doit être augmenté de manière appropriée.
- La rigidité du cadre du moule doit être suffisante et les composants du moule doivent être compatibles avec la matrice à durée de vie élevée. Par exemple, les bases supérieure et inférieure du moule sont en acier et ont une épaisseur 1,5 fois supérieure à celle des moules généraux. Les goupilles de positionnement et les plaques de guidage sont en acier 45 et subissent un traitement de trempe. L'arrière du poinçon et de la matrice est renforcé par des plaques d'appui plus épaisses qui sont également trempées.
- La précision du guidage et la durée de vie du cadre du moule doivent être élevées pour correspondre à la durée de vie de la matrice. Les cadres de moules à guidage par roulement et les piliers de guidage interchangeables sont couramment utilisés, quatre piliers de guidage étant souvent utilisés pour les pièces de grande taille ou complexes. Les porte-moules de type flottant sont couramment utilisés pour surmonter l'influence des erreurs de presse sur la précision du guidage.
- Le poinçon et la matrice peuvent être entièrement en carbure ou incrustés de carbure. Le carbure peut également être fixé ou soudé sur des pièces en acier.
- Si une plaque de déchargement à ressort est utilisée pour le déchargement, des précautions doivent être prises pour éviter que la plaque de déchargement n'entre en collision avec la matrice en carbure, ce qui provoquerait des contraintes inégales et des fissures. Dans ce cas, la hauteur de la partie inférieure de la plaque de déchargement doit être inférieure de 0,05 à 0,01 mm à la hauteur de la plaque de guidage (hauteur de l'épaisseur du matériau). La plaque de déchargement ne sert qu'à décharger sans appliquer de pression. S'il est nécessaire d'effectuer un découpage par compression sur des matériaux minces, des piliers de guidage peuvent être ajoutés entre la plaque de déchargement et la plaque fixe de la matrice ou du poinçon afin de comprimer uniformément la pièce.