
Buses en carbure de tungstène
Le processus de production de petites buses en carbure de tungstène implique l'utilisation d'une meuleuse de poinçons en carbure et d'une rectifieuse interne. [...]
- Info
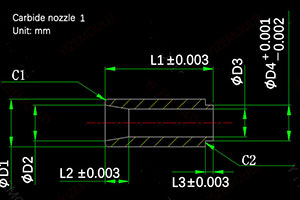
La première étude de cas pour une buse en carbure de tungstène
- Le processus de production des petites buses en carbure de tungstène implique l'utilisation d'une meuleuse de poinçon en carbure et d'une machine de meulage interne. En revanche, le processus de production des buses en carbure de tungstène de plus grande taille comprend à la fois le meulage interne et externe.
Contrôle de la tolérance :
- Le traitement de la concentricité des buses en carbure de tungstène peut atteindre une tolérance de ±0,001 mm.
- Le parallélisme vertical peut atteindre ±0,002 mm.
- Le polissage du miroir peut atteindre RA0.01
- Le traitement minimal des trous peut atteindre 0,06 mm pour une épaisseur de 0,6 mm.
L'activité de notre usine : Nous concevons, développons et produisons des moules pour la métallurgie des poudres, des pièces en carbure, des moules pour l'injection de poudres, des outils d'estampage et des pièces de moules de précision. Whatsapp:+8618638951317. Courriel : lei.jiang@carbide-products.com,
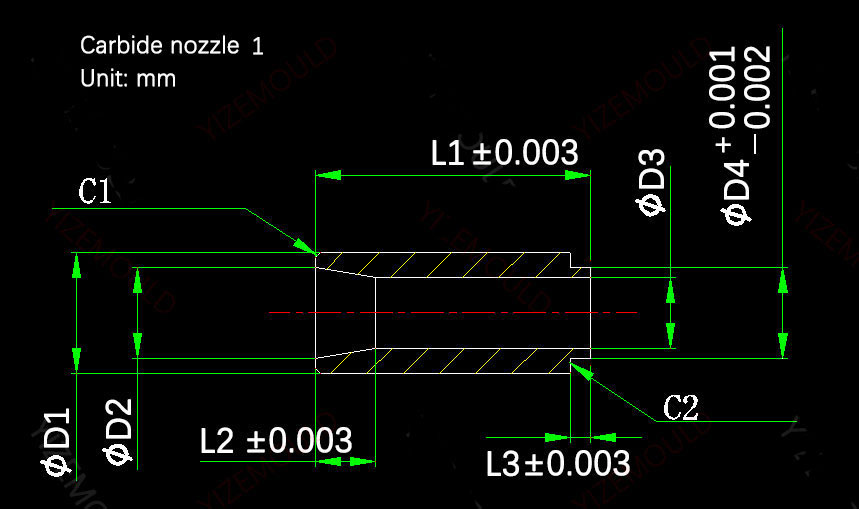
Deuxième étude de cas pour la buse en carbure de tungstène
La buse en carbure de tungstène est fabriquée à l'aide de procédés CNC, WEDM, EDM, de meulage interne et externe et de meulage de surface en carbure. Pour garantir la qualité et les performances globales du produit, il est important de tenir compte des points suivants :
- Contrôler l'emplacement de D5 sur la partie externe du composant en tungstène pour répondre aux spécifications de conception.
- Veiller à la tolérance de concentricité du trou intérieur en carbure de tungstène pour l'emplacement D6 afin d'assurer un écoulement correct du fluide.
- Obtenir une finition miroir avec une tolérance de Ra0,02 pour le petit trou ovale de la tête de buse, ce qui peut s'avérer difficile.
- Le département QC est chargé de contrôler la qualité de chaque pièce en carbure de tungstène, en veillant à ce que chaque produit réponde aux spécifications requises.
En outre, le produit doit être noirci ou revêtu, ce qui nécessite une attention particulière au cours du processus de fabrication. Les tolérances d'usinage doivent être allouées à l'avance en fonction des spécifications de conception afin d'éviter toute déviation.
Le processus d'usinage à fil lent des trous en carbure permet d'obtenir une tolérance de 0,1 mm pour les trous de forme spéciale et de polir un trou de 0,1 mm de diamètre avec une tolérance de Ra0,01. Les dessins des produits sont spécifiquement évalués pour des exigences plus élevées afin de s'assurer que le produit final répond aux spécifications requises.
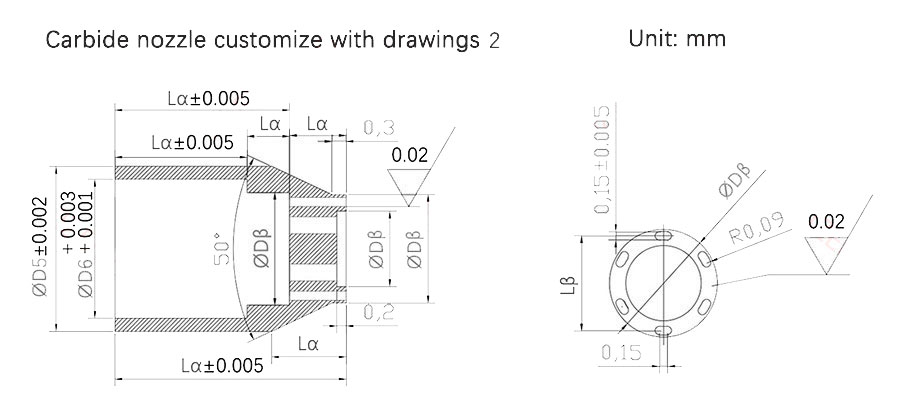
Troisième étude de cas pour la buse en carbure de tungstène
Ce produit est fabriqué en combinant une meuleuse de poinçon en carbure, des procédés de micro-électro-érosion, d'électro-érosion et d'électro-érosion par enfonçage (WEDM). Il se compose de deux parties : une buse en carbure et une buse en acier rapide. Une fois les deux composants traités, le processus de perçage à froid est utilisé pour presser la partie de la buse en carbure de tungstène sur la partie principale du matériau HSS avec une force d'impact.
L'un des principaux défis auxquels nous sommes confrontés :
Il s'agit de réaliser les spécifications requises pour le trou fin de 0,1 mm sur la tête de la buse en carbure de tungstène (pièce A). Heureusement, le processus de déplacement lent du fil utilisé pour l'usinage des trous en carbure permet de réaliser un trou de forme spéciale de 0,1 mm, d'une profondeur effective de 0,5 mm.
En outre, le parallélisme vertical peut atteindre ±0,002 mm, ce qui garantit que le trou répond aux normes requises.
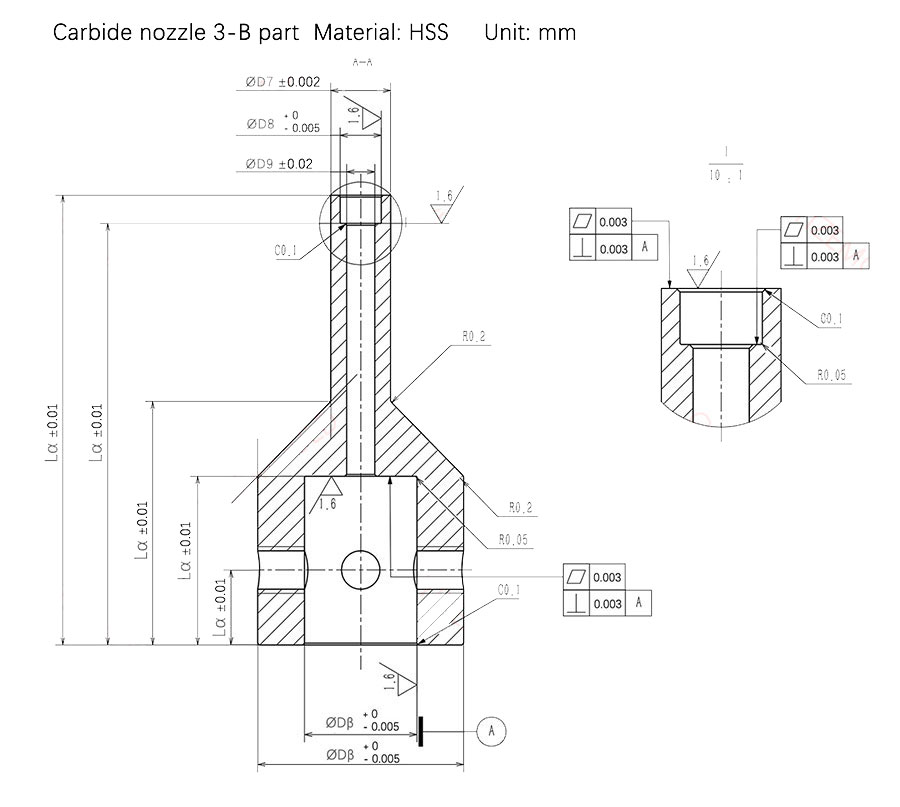
Le produit consiste en un buse en carbure et HSS pour les pièces ci-dessous.
Le processus de fabrication comprend le poinçonnage, l'électro-érosion, l'électro-érosion à froid et la presse hydraulique. Un matériau approprié est choisi pour les pièces B afin d'éviter les fissures pendant le processus de perçage à froid.
Le problème comme soufflé:
- La structure du produit est complexe et des exigences de tolérance très strictes doivent être respectées.
- Des techniques de fabrication précises sont utilisées, qui comprennent une variété de processus différents.
- Les tolérances d'usinage doivent être pré-attribuées pour s'assurer que le produit répond aux spécifications requises.
- La dureté du matériau HSS doit être soigneusement contrôlée pour éviter tout problème lors de la fabrication.
Notre société est une usine professionnelle de pièces en carbure avec une équipe de plus de 140 travailleurs expérimentés spécialisés dans les pièces en carbure de tungstène. Nous disposons d'un équipement de haute précision pour soutenir le processus de fabrication, ce qui garantit que nos produits répondent aux normes de qualité les plus élevées.
Nous sommes spécialisés dans la personnalisation de pièces moulées telles que la buse en carbure, la buse de sablage en carbure, la buse en carbure de tungstène phaetus, la buse de sablage en carbure et la buse d'imprimante 3D en tungstène, selon les dessins et spécifications de nos clients. Notre équipe expérimentée utilise des équipements et des techniques de pointe pour garantir la précision et l'exactitude de tous les produits que nous fabriquons.
Articles connexes :