
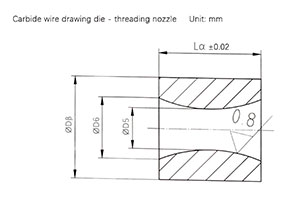
Filière de frappe à froid en carbure
La première étude de cas de filière de frappe à froid de Carbide - moule supérieur de formage :
Le processus de fabrication des matrices de frappe à froid en carbure :
Processus de production à grande échelle : rectification cylindrique - découpe de fils - décharge.
- Info
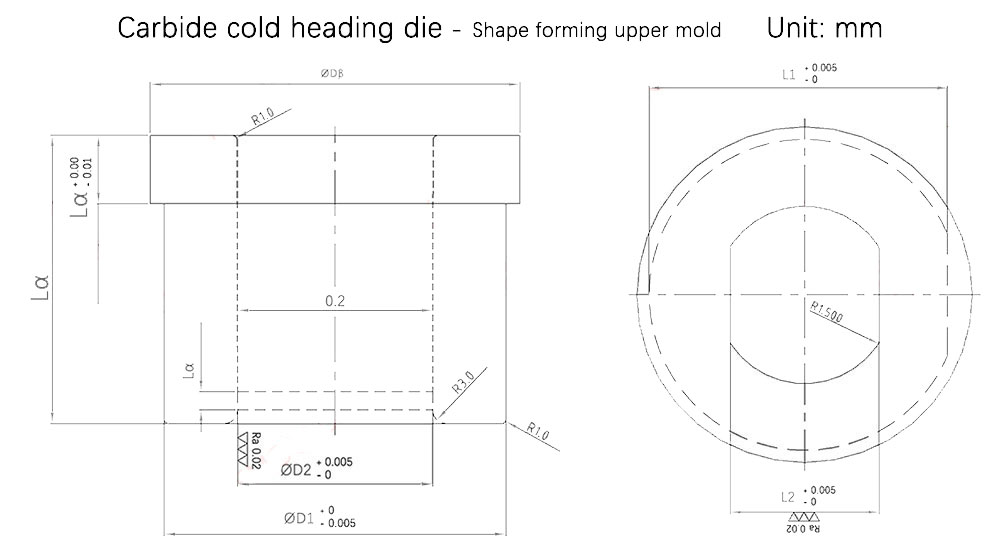
La première étude de cas de filière de frappe à froid de Carbide - moule supérieur de formage :
L'activité de notre usine : Nous concevons, développons et produisons des moules pour la métallurgie des poudres, des pièces en carbure, des moules pour l'injection de poudres, des outils d'estampage et des pièces de moules de précision. Whatsapp:+8618638951317. Courriel : [email protected],
Le processus de fabrication des matrices de frappe à froid en carbure :
- Processus de production à grande échelle : rectification cylindrique - découpe de fils - décharge.
- Processus pour les petits produits : poinçonneuse - découpe du fil - décharge.
Problèmes de fabrication
- La tolérance dimensionnelle plus élevée exige une valeur positive de 0,005 mm d'un côté, et la finition plus élevée exige une valeur Ra de 0,02.
- Le traitement de la concentricité de la matrice de frappe à froid en carbure peut atteindre une tolérance de ±0,002 mm.
- Le parallélisme vertical peut atteindre ±0,002 mm.
- Le polissage du miroir peut atteindre Ra0.015.
- Le traitement minimal des trous peut atteindre 0,06 mm pour une épaisseur de 0,6 mm.
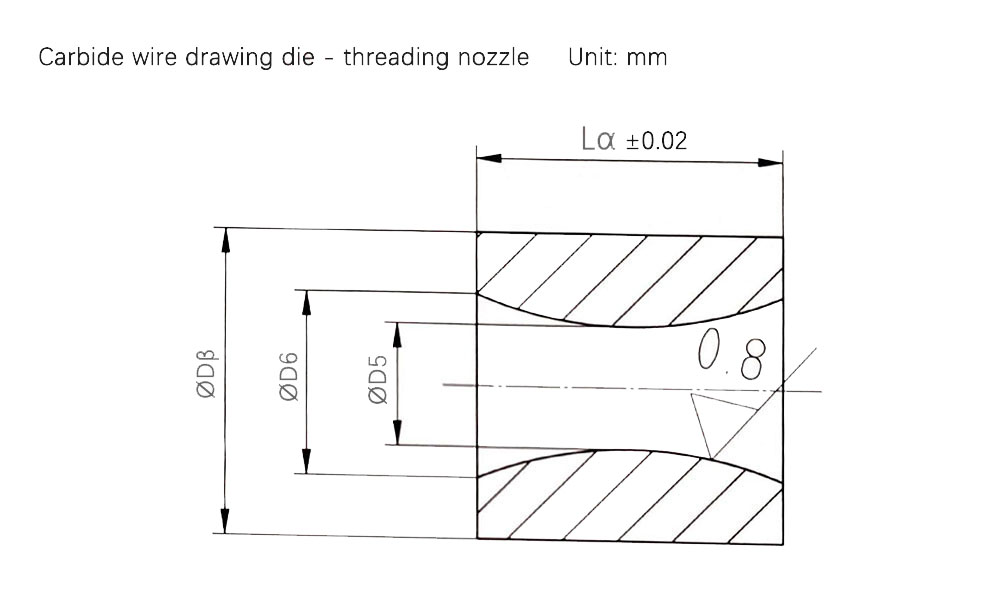
La deuxième filière de frappe à froid en carbure de tungstène est étudiée :
Le processus de fabrication est le même que celui du moule supérieur pour la frappe à froid du carbure, la partie centrale de l'ombre est enfoncée et doit être traitée par décharge électrique, la forme est irrégulière et l'angle est compliqué.
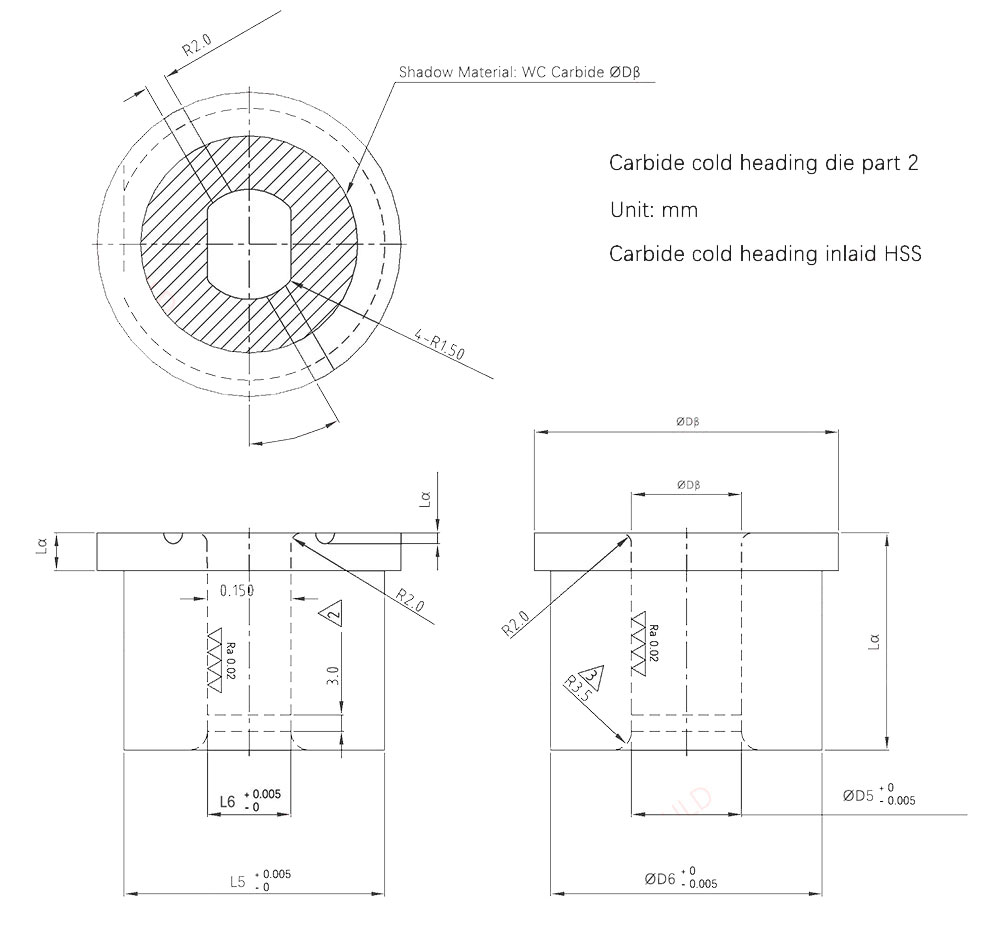
Troisième étude de filière de frappe à froid en carbure - Frappe à froid en HSS incrusté
La pièce en carbure de tungstène traitée est incorporée dans le matériau HSS sous haute pression par une machine de frappe à froid.
La technologie de traitement :
Préparation des matériaux - Presse hydraulique - Meulage extérieur - Finition des trous par découpe au fil - EDM - Meulage plan - Usinage CNC (rainure R2.0).
Difficultés de fabrication :
- Garantir que les performances et la dureté de la pièce en carbure de tungstène se situent dans la plage spécifiée après l'incrustation.
- Prévenir la fissuration de la pièce en acier rapide et éviter des changements majeurs dans ses performances.
- Une grande précision avec une tolérance de 0,005 mm.
- Finition de la pièce en carbure de tungstène avec une rugosité de surface de Ra0,02.
Pour répondre à ces exigences, les mesures suivantes seront prises :
- Laisser une marge pour l'incrustation afin de faire correspondre l'espace avant la finition.
- Contrôle de la dureté de la pièce en carbure blanc pour s'assurer qu'elle répond aux spécifications requises.
Dans l'ensemble, ce projet nécessite une attention particulière aux détails et une expertise en usinage de précision et en science des matériaux pour atteindre les résultats souhaités. En suivant ces étapes et en utilisant les techniques et équipements appropriés, il est possible de produire des pièces en carbure de tungstène de haute qualité avec les performances et la finition requises.
Get Mold est un professionnel Traitement des matrices de frappe à froid en carbure établi en 2007, possède une riche expérience dans le traitement des pièces en carbure de tungstène, de nombreux ingénieurs expérimentés, des équipements de traitement pour l'ensemble du processus, et une précision de traitement entre 0,02mm - 0,002mm Produits en carbure de tungstène.
Nos experts sont là pour répondre à vos questions et vous apporter leur soutien.
Articles connexes :