
Tindakan pencegahan untuk desain cetakan blanking karbida
Cetakan yang dibuat dengan menggunakan karbida untuk punch atau cetakan, atau cetakan di mana punch dan cetakannya terbuat dari karbida, disebut sebagai karbida [...]
Cetakan yang dibuat dengan menggunakan karbida baik untuk punch maupun die, atau cetakan di mana punch dan die terbuat dari karbida, disebut sebagai cetakan karbida. Baik punch maupun die dapat dibuat seluruhnya dari karbida atau memiliki sepotong karbida yang dilekatkan atau disematkan pada bagian baja sebagai bagian yang berfungsi untuk pengosongan. Lapisan karbida juga dapat disemprotkan ke ujung tombak cetakan baja. Karena kekerasan yang tinggi dan ketahanan aus karbida, masa pakai karbida mati beberapa kali hingga puluhan kali lebih lama dibandingkan dengan cetakan baja pada umumnya. Namun, karena kerapuhan karbida dan beban tumbukan selama proses blanking, karbida tangguh sering digunakan untuk aplikasi cetakan.
Bisnis pabrik kami: Kami merancang, mengembangkan, dan memproduksi cetakan metalurgi serbuk, suku cadang karbida, cetakan injeksi serbuk, perkakas stamping, dan suku cadang cetakan presisi. Whatsapp:+8618638951317. Email: [email protected],
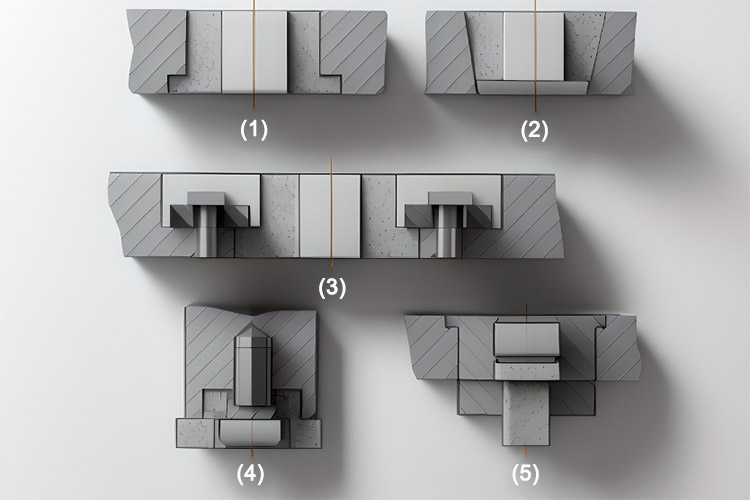
Baik punch maupun die terbuat dari karbida, dan bentuk struktural cetakan blanking karbida mirip dengan cetakan pada umumnya, tetapi juga memiliki karakteristik tersendiri. Masalah-masalah berikut harus dipertimbangkan selama proses desain:
- karbida memiliki kapasitas yang lebih rendah untuk menahan beban pembengkokan. Ketika mengatur tata letak, perhatian harus diberikan pada posisi mata potong pertama untuk mencegah separuh kontur atau separuh lubang terpotong, yang akan mengakibatkan tekanan unilateral pada punch.
- Tinggi duri lebih besar dibandingkan dengan blanking pada umumnya, dan harus lebih besar daripada ketebalan material untuk mencegah duri terjepit ke dalam cetakan, yang dapat merusak cetakan.
- Jarak bebas blanking harus ditingkatkan secara tepat.
- Kekakuan rangka cetakan harus memadai, dan komponen pada cetakan harus kompatibel dengan cetakan yang tahan lama. Contohnya, alas cetakan atas dan bawah terbuat dari baja dan memiliki ketebalan 1,5 kali lipat dari cetakan pada umumnya. Pin penunjuk lokasi dan pelat pemandu terbuat dari baja 45 dan menjalani perlakuan pendinginan. Bagian belakang punch dan die diperkuat dengan pelat pendukung yang lebih tebal yang juga mengalami pendinginan.
- Akurasi pemandu dan masa pakai rangka cetakan harus tinggi agar sesuai dengan cetakan yang tahan lama. Rangka cetakan pemandu bergulir dan pilar pemandu yang dapat dipertukarkan biasanya digunakan, dengan empat pilar pemandu yang sering digunakan untuk benda kerja yang besar atau kompleks. Penahan cetakan tipe mengambang biasanya digunakan untuk mengatasi pengaruh kesalahan pengepresan pada akurasi pemandu.
- Baik punch maupun die dapat dibuat seluruhnya dari karbida atau bertatahkan karbida. karbida juga dapat dipasang atau dilas ke bagian baja.
- Jika pelat bongkar muat pegas digunakan untuk pembongkaran, tindakan pencegahan harus dilakukan untuk mencegah pelat bongkar muat menabrak cetakan karbida, menyebabkan tekanan yang tidak merata dan mengakibatkan retakan. Dalam hal ini, ketinggian bagian bawah pelat bongkar muat harus 0,05 hingga 0,01 mm lebih rendah dari ketinggian pelat pemandu (ketinggian ketebalan material). Pelat bongkar hanya berfungsi untuk membongkar tanpa memberikan tekanan. Jika perlu melakukan pengosongan kompresi pada material tipis, pilar pemandu dapat ditambahkan di antara pelat bongkar muat dan pelat tetap cetakan atau pelubang untuk memampatkan benda kerja secara merata.