
超硬ノズル
第1回 超硬ノズルのケーススタディ 超硬製小型ノズルの製造工程では、超硬パンチグラインダーと内面研削盤を使用します。[...]
- インフォメーション
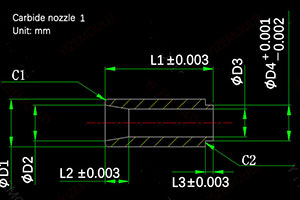
タングステンカーバイトノズルの最初のケーススタディ
- 小型の超硬ノズルの製造工程では、超硬パンチ研削盤と内面研削盤を使用します。一方、大型の超硬ノズルの製造工程では、内径研削と外径研削の両方が行われます。
耐性コントロール:
- タングステンカーバイトノズルの同心度加工は、±0.001mmの公差を達成することができます。
- 垂直平行度は±0.002mmに達することができます。
- 鏡面研磨はRA0.01に達することができる
- 最小穴加工は0.6mm厚で0.06mmに達する。
私達の工場ビジネス:粉末冶金金型、超硬部品、粉末射出金型、プレス金型、精密金型部品を設計、開発、生産しています。Whatsapp:+8618638951317.電子メール:[email protected]、
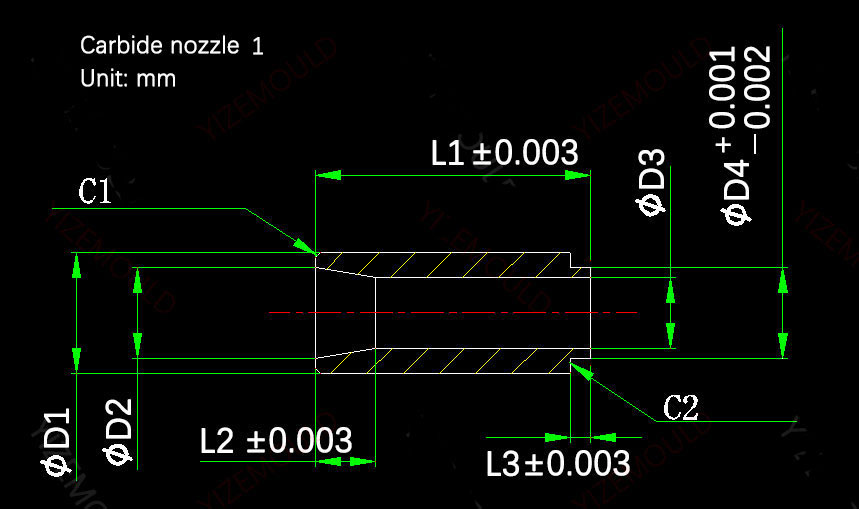
第2回 超硬ノズルのケーススタディ
超硬ノズルは、CNC、WEDM、EDM、内面・外面研削、超硬平面研削盤の各工程を経て製造されます。製品の全体的な品質と性能を確保するためには、以下の問題に対処することが重要です:
- 設計仕様を満たすように、タングステン部品の外側のD5の位置を制御します。
- 適切な流体の流れを確保するため、D6位置のタングステンカーバイド内孔の同心度公差を確認してください。
- ノズルヘッドの小さな楕円形の穴の公差Ra0.02の鏡面仕上げを達成するのは難しい。
- QC部門は、各タングステンカーバイド部品の品質を管理し、各製品が必要な仕様を満たしていることを保証する責任があります。
さらに、製品には黒染めやコーティングを施す必要があり、製造工程では慎重な配慮が求められる。加工公差は、逸脱を避けるために、設計仕様に従ってあらかじめ割り当てられていなければならない。
超硬ホールスローワイヤーウォーキングプロセスは、特殊形状の穴の公差0.1mmを達成することができ、Ra0.01の公差で直径0.1mmの穴を研磨することができます。製品図面は、最終製品が要求仕様を満たすことを保証するために、より高い要求について特別に評価されます。
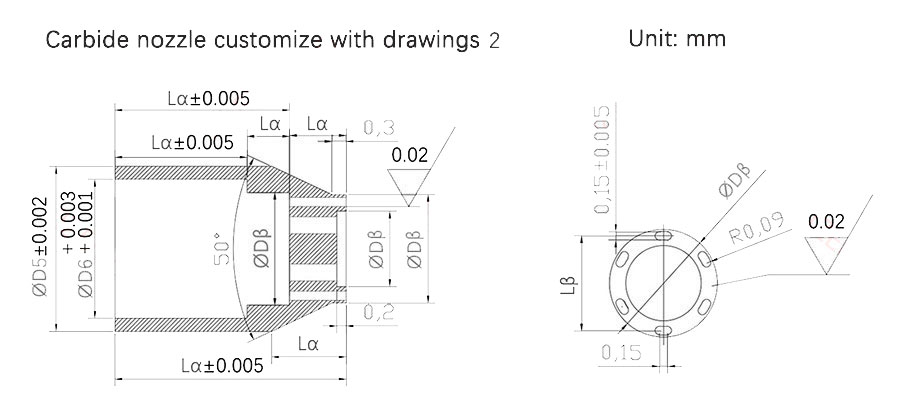
第3回 超硬ノズルのケーススタディ
本製品は超硬パンチグラインダー、マイクロ放電加工、放電加工、WEDM加工を組み合わせたものです。超硬素材のノズル部分とハイス素材の部分から構成されています。2つの部品を加工した後、コールドピアス加工により、超硬素材のノズル部分をハイス素材の本体部分に衝撃力で押し付けます。
我々が直面している重要な課題のひとつだ:
それは、超硬ノズル(A部品)の頭部に0.1mmの微細な穴を開けるという要求仕様を達成することである。幸いなことに、超硬の穴加工に使われる低速のワイヤーウォーキング加工では、有効深さ0.5mmで0.1mmの特殊形状の穴を実現できる。
さらに、垂直平行度は±0.002mmに達することができ、穴が必要な基準を満たすことを保証する。
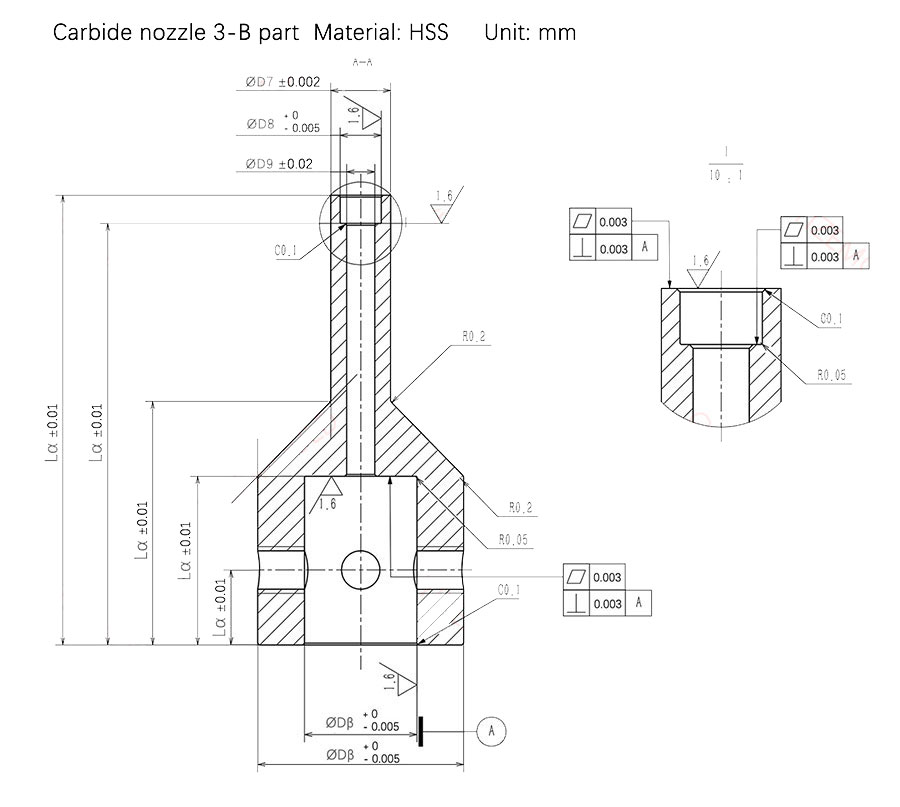
製品構成 超硬ノズル とハイス材を使用した下記部品。
製造工程には、パンチ加工、放電加工、WEDM、油圧プレスが含まれる。コールドピアス加工中のクラックを避けるため、B部品には適切な材料が選択されます。
吹き出した問題:
- 製品の構造は複雑で、厳しい公差要件を満たさなければならない。
- さまざまな工程を含む精密な製造技術が用いられている。
- 加工公差は、製品が要求仕様に適合するよう、あらかじめ割り当てられていなければならない。
- 製造中の問題を避けるため、ハイス材の硬度は慎重に管理されなければならない。
当社は140名以上の経験豊かな従業員を擁する超硬部品専門工場です。当社は製造工程をサポートする高精度の設備を備えており、当社の製品が最高水準の品質を満たすことを保証します。
私たちは、最高級のオンタイムデリバリーをお約束 超硬ノズルプロンプトが表示さに裏打ちされ、慎重アフターサービス。この分野での専門家の才能と、良い経験に頼って、我々は偉大な成果を取得し、最高のメーカーの一つとして関係しているTaiwan。
関連記事