
Gladheid van het oppervlak bij draadvonken: Technieken en materiaalinvloeden
In veel gevallen, bij het gebruik van elektrische ontladingsdraad om gietstukken te bewerken, zijn sommige gaten en smalle sleuven moeilijk te polijsten of kunnen ze om bepaalde redenen niet worden gepolijst, maar [...]
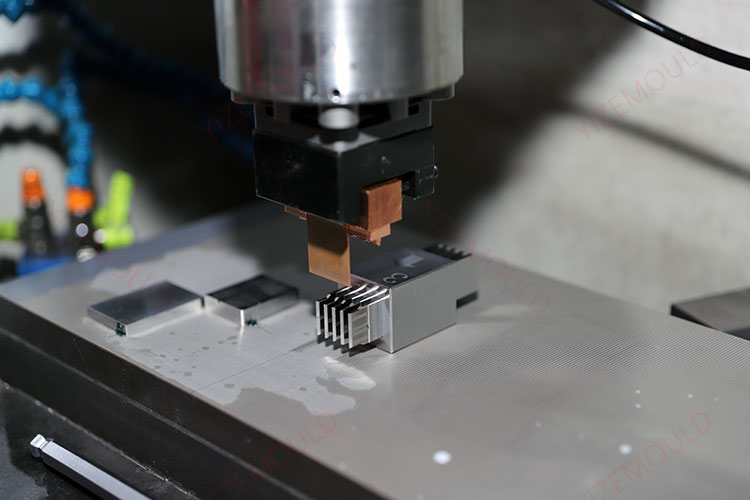
In veel gevallen, bij het gebruik van elektrisch ontladingsdraad snijden om matrijsonderdelen te bewerken, zijn sommige gaten en smalle sleuven moeilijk te polijsten of kunnen om bepaalde redenen niet gepolijst worden, maar vereisen toch een hoog afwerkingsniveau. In dergelijke gevallen is het bereiken van de gewenste afwerking door middel van elektrische ontladingsbewerking de enige manier om de kwaliteit van het onderdeel te verbeteren. Naast de uitrustingsfactoren bij elektrisch vonken is vooral de invloed van techniek en materialen belangrijk. Draad EDM (Electrical Discharge Machining) is een gespecialiseerd bewerkingsproces dat, net als zijn traditionele tegenhanger, gebruik maakt van elektrische ontladingen om materialen vorm te geven. Dit proces laat meestal een getextureerde afwerking achter op het bewerkte oppervlak, vaak vergeleken met een sinaasappelhuideffect. Om een optimaal glad oppervlak te bereiken bij draadvonken moet men de invloed van een aantal belangrijke parameters begrijpen, waaronder stroom, capaciteit, werkstukmateriaal en spanning.
Sleutelfactoren die de gladheid van oppervlakken beïnvloeden bij draadvonken
- Instellingen voor stroom en capaciteit:
- De gladheid van het oppervlak van een bewerkt onderdeel verbetert over het algemeen naarmate de bewerkingsstroom toeneemt. Deze correlatie is vooral merkbaar bij hogere capaciteitsniveaus, zoals 0,25 microfarad.
- Lagere capaciteitsniveaus verdienen de voorkeur om een hogere oppervlaktegladheid te bereiken. Als precieze oppervlakteafwerking vereist is, is het essentieel om de capaciteit op lagere waarden in te stellen.
- Invloed van werkstukdikte:
- De dikte van het werkstuk speelt ook een cruciale rol. Bij een hogere capaciteit verbetert een grotere dikte van het werkstuk de gladheid van het oppervlak.
- Bij lagere capaciteiten (0,025 microfarads of minder) heeft de dikte van het werkstuk een minimale invloed op de oppervlakteafwerking, waardoor het een minder belangrijke factor is bij deze instellingen.
- Spanningsoverwegingen:
- De oppervlaktekwaliteit is ook afhankelijk van de open-circuit spanning die gebruikt wordt tijdens het bewerken. Optimale gladheid van het oppervlak wordt meestal bereikt bij lagere spanningsinstellingen, die helpen bij het verminderen van onregelmatigheden in het oppervlak.
- Materiële verschillen:
- Het type materiaal dat bewerkt wordt, heeft een grote invloed op het resultaat. Hardmetaal heeft bijvoorbeeld de neiging om een gladder oppervlak te hebben dan gelegeerd gereedschapsstaal.
- Bij het bewerken van gelegeerd gereedschapsstaal met een capaciteit van 0,25 microfarad kan de oppervlakteruwheid variëren tussen 20-30 μRmax, terwijl hardmetaal een ruwheid van 10-15 μRmax kan vertonen.
- De keuze van het elektrodemateriaal heeft ook invloed op de afwerking. Het gebruik van wolfraamdraad resulteert meestal in een oppervlaktegladheid van 16-22 μRmax, terwijl koperdraad vergelijkbare resultaten kan behalen onder specifieke omstandigheden.
Vergelijkingen met andere EDM-processen
Onze fabrieksactiviteiten: Wij ontwerpen, ontwikkelen en produceren poedermetallurgische matrijzen, hardmetalen onderdelen, poederspuitgietmatrijzen, stempelgereedschappen en precisiematrijsonderdelen. Whatsapp:+8618638951317. E-mail: lei.jiang@carbide-products.com,
Bij draadvonken wordt over het algemeen een gladder oppervlak bereikt dan bij traditionele vonkerosiebewerkingen. Dit voordeel maakt draadvonken bij uitstek geschikt voor toepassingen die een hoge precisie en uitstekende oppervlakteafwerking vereisen, zoals in de lucht- en ruimtevaart, de auto-industrie en de gereedschapsindustrie.
Conclusie
Het bereiken van superieure gladheid van oppervlakken bij draadvonken vereist een zorgvuldige afweging van bewerkingsparameters en materiaalkeuzes. Door de stroom, capaciteit en spanning te optimaliseren en de juiste materialen te kiezen, kunnen fabrikanten de kwaliteit van de bewerkte oppervlakken aanzienlijk verbeteren. Aangezien de industrie steeds hogere precisie en gladdere afwerkingen vraagt, is het beheersen van deze variabelen bij draadvonken cruciaal voor succes.