
Voorzorgsmaatregelen voor het ontwerp van de hardmetalen afwerkmatrijs
De matrijzen die worden vervaardigd met carbide voor de stempel of de matrijs, of matrijzen waarbij zowel de stempel als de matrijs van carbide zijn gemaakt, worden hardmetaal [...] genoemd.
Matrijzen die gemaakt zijn met hardmetaal voor de stempel of de matrijs, of matrijzen waarbij zowel de stempel als de matrijs van hardmetaal zijn gemaakt, worden hardmetalen matrijzen genoemd. Zowel de stempel als de matrijs kunnen volledig van hardmetaal gemaakt zijn of er kan een stuk hardmetaal op een stalen onderdeel bevestigd of ingebed zijn als het bewerkingsgedeelte voor het stansen. Er kan ook een laag hardmetaal op de snijkant van een stalen matrijs worden gespoten. Door de hoge hardheid en slijtvastheid van hardmetaal is de levensduur van hardmetalen matrijzen is enkele tot tientallen keren langer dan die van matrijzen van algemeen staal. Vanwege de brosheid van hardmetaal en de schokbelastingen tijdens het stansproces, worden taaie hardmetalen echter vaak gebruikt voor matrijstoepassingen.
Onze fabrieksactiviteiten: Wij ontwerpen, ontwikkelen en produceren poedermetallurgische matrijzen, hardmetalen onderdelen, poederspuitgietmatrijzen, stempelgereedschappen en precisiematrijsonderdelen. Whatsapp:+8618638951317. E-mail: [email protected],
Zowel de stempel als de matrijs zijn gemaakt van hardmetaal en de structurele vorm van hardmetalen stansmessen is vergelijkbaar met die van algemene matrijzen, maar heeft ook zijn eigen kenmerken. Tijdens het ontwerpproces moet rekening worden gehouden met de volgende punten:
- Hardmetaal is minder goed bestand tegen buigbelastingen. Bij het opstellen moet aandacht worden besteed aan de positie van de eerste snijkant om te voorkomen dat de helft van de contour of de helft van het gat wordt gesneden, wat zou leiden tot eenzijdige belasting van de pons.
- De braamhoogte is groter dan bij algemeen blanking en moet groter zijn dan de materiaaldikte om te voorkomen dat de braam in de matrijs wordt gedrukt, wat de matrijs zou kunnen beschadigen.
- De blanking clearance moet voldoende worden vergroot.
- Het frame van de matrijs moet voldoende stijf zijn en de onderdelen op de matrijs moeten compatibel zijn met de matrijs met hoge levensduur. De bovenste en onderste matrijsbodems zijn bijvoorbeeld gemaakt van staal en hebben een dikte van 1,5 keer die van algemene matrijzen. De positioneerpennen en geleideplaten zijn gemaakt van 45 staal en ondergaan een quenchingbehandeling. De achterkant van de stempel en matrijs is verstevigd met dikkere steunplaten die ook gehard zijn.
- De geleidingsnauwkeurigheid en levensduur van het matrijsframe moeten hoog zijn om te passen bij de matrijs met hoge levensduur. Rollende geleidingsmatrijzen en verwisselbare geleidingszuilen worden vaak gebruikt, waarbij vier geleidingszuilen vaak worden gebruikt voor grote of complexe werkstukken. Zwevende matrijshouders worden vaak gebruikt om de invloed van persfouten op de geleidingsnauwkeurigheid te ondervangen.
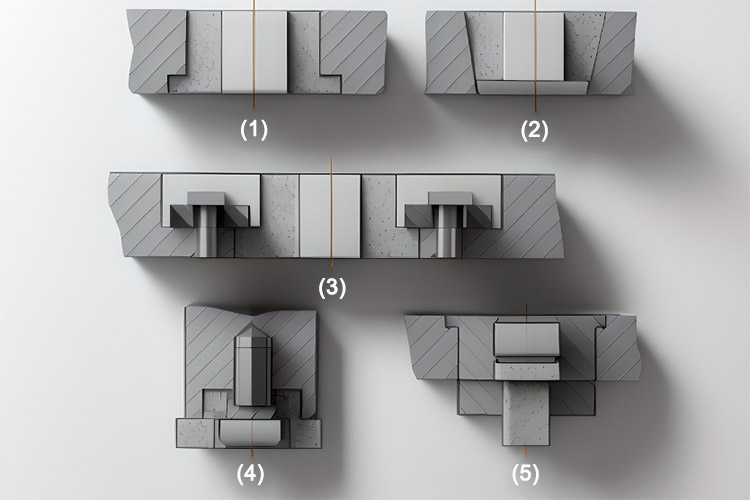
- Zowel de stempel als de matrijs kunnen volledig van hardmetaal gemaakt zijn of met hardmetaal ingelegd zijn. Hardmetaal kan ook op stalen onderdelen bevestigd of gelast worden.
- Als voor het lossen een veerbelaste ontlaadplaat wordt gebruikt, moeten er voorzorgsmaatregelen worden genomen om te voorkomen dat de ontlaadplaat tegen de hardmetalen matrijs botst, waardoor ongelijkmatige spanning ontstaat en er scheurtjes ontstaan. In dit geval moet de hoogte van het onderste deel van de losplaat 0,05 tot 0,01 mm lager zijn dan de hoogte van de geleideplaat (de hoogte van de materiaaldikte). De losplaat dient alleen voor het lossen zonder druk uit te oefenen. Als het nodig is om op dunne materialen te persen, kunnen er geleidepijlers worden toegevoegd tussen de ontlaadplaat en de vaste plaat van de matrijs of stempel om het werkstuk gelijkmatig samen te drukken.