
Inleiding tot de structuur van hardmetalen draadtrekmatrijzen
Draadtrekmatrijzen zijn matrijzen die worden gebruikt om metaaldraden of optische vezels te trekken. Het metaal wordt door de matrijs getrokken, verkleind en gevormd tot draden van verschillende [...]
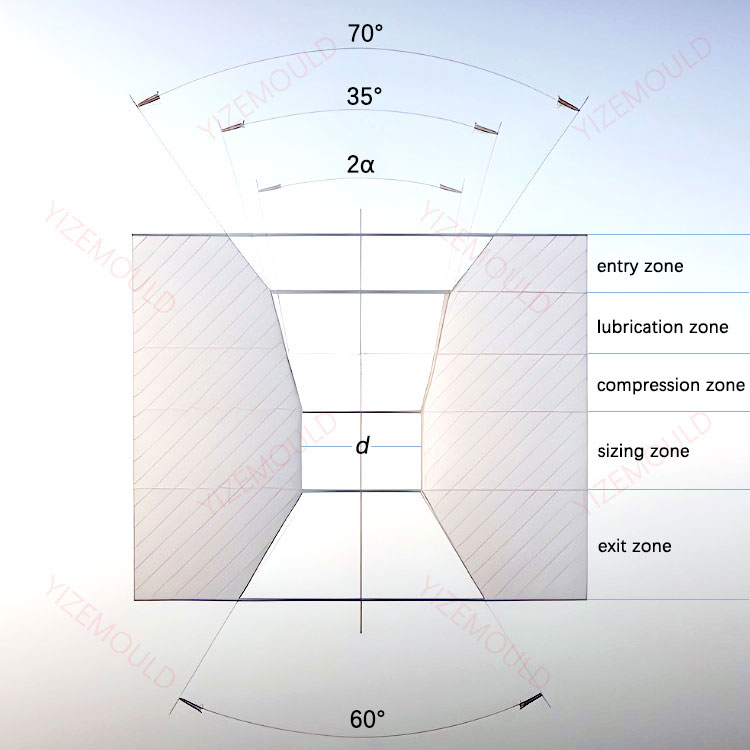
Draadtrekmatrijzen zijn matrijzen die worden gebruikt om metaaldraden of optische vezels te trekken. Het metaal wordt door de matrijs getrokken, waardoor het kleiner wordt en in draden van verschillende diameters wordt gevormd. Als de diameter van de metaaldraad groot is, wordt meestal een conische matrijs gebruikt, terwijl een boogvormige matrijs kan worden gebruikt voor kleinere draaddiameters. Het matrijsgat van een conische matrijs is over het algemeen verdeeld in vijf gebieden, zoals weergegeven in het diagram. De functies en vormen van elk gebied zijn als volgt:
Onze fabrieksactiviteiten: Wij ontwerpen, ontwikkelen en produceren poedermetallurgische matrijzen, hardmetalen onderdelen, poederspuitgietmatrijzen, stempelgereedschappen en precisiematrijsonderdelen. Whatsapp:+8618638951317. E-mail: [email protected],
- Toegangszone: De hoek van de ingangszone is een belangrijke parameter voor draadtrekmatrijzen. Het zorgt ervoor dat het contactpunt van de draad die de matrijs ingaat zich op dezelfde hoogte bevindt binnen de compressiezone van de matrijs en vergemakkelijkt het ingaan van de draad. De ingangszone biedt een gladde vorm voor de draad om de smeerzone en de compressiezone binnen te gaan, zodat het smeermiddel het werkoppervlak van de matrijs kan bereiken.
- Smeerzone: De smeerzone brengt het smeermiddel naar het werkgebied. De lengte en de conische hoek van de smeerzone variëren afhankelijk van het type smeermiddel en de draaddiameter. Als het smeermiddel een viskeuze vloeistof is, moet een grotere conische hoek worden gekozen voor de smeerzone om een soepele invoer van het smeermiddel in de compressiezone te garanderen en wigvormige verstopping te voorkomen. Als de conische hoek van de smeerzone echter te groot is, zal het moeilijk zijn om een vloeistofdrukeffect te genereren, wat de smeringseffectiviteit beïnvloedt.
- Compressiezone: De compressiezone is waar de draad plastische vervorming ondergaat en de gewenste vorm en grootte krijgt. Er zijn twee vormen voor de compressiezone: conisch en boogvormig. De belangrijkste dimensionale parameter voor de conische compressiezone is de compressiehoek α. De grootte van α-hoek speelt, samen met de druk die wordt uitgeoefend op de binnenste opening van de matrijs en het distributiepatroon ervan, en de mechanische eigenschappen van de getrokken draad, een beslissende rol. Als de α-hoek te klein is, neemt het contactoppervlak tussen de billet en de matrijswand toe, wat leidt tot een verhoogde wrijvingsweerstand. Als de α-hoek te groot is, ondergaat het metaal in de vervormingszone een scherpe buiging, wat leidt tot meer extra afschuiving, wat leidt tot meer trekkracht en contactloze vervorming. Daarom is er een optimaal bereik voor α-hoek, waarbinnen de trekkracht minimaal is.
- Dimensioneringszone: Het doel van de centreerzone is ervoor te zorgen dat de draad een stabiele en precieze vorm en grootte krijgt. De diameter van de instelzone wordt bepaald op basis van de toegestane tolerantie van de draad en de elastische vervorming die optreedt tijdens het trekproces, waarbij ook rekening wordt gehouden met de levensduur van de matrijs. Meestal wordt de instelzone gekozen met een negatieve tolerantiemaat voor de draad. Bij het bepalen van de lengte van de kalibreerzone moet aan de volgende eisen worden voldaan: voldoende slijtvastheid, energieverbruik tijdens het trekken en minimaliseren van de kans op draadbreuk. Als de dimensioneringszone te kort is, kan dit leiden tot het schudden van de draad tijdens het trekken en resulteren in bamboeachtige defecten. Ook kan het binnenste gat van de matrijs snel slijten, wat leidt tot maatafwijkingen. Als de dimensioneerzone te lang is, verhoogt dit het energieverbruik tijdens het trekken en verkort het de levensduur van de matrijs.
- Zone verlaten: Het doel van de uitloopzone is om te voorkomen dat het metaal wordt gekrast wanneer het de matrijsopening verlaat en om het afbladderen van de achterrand van de verstekzone door spanning te voorkomen. De lengte van de uitloopzone wordt meestal genomen als (0,2~0,3)d, waarbij d staat voor de draaddiameter.