
Princípio da micro-maquinação por descarga eléctrica (Micro EDM)
A micro-maquinação por descarga eléctrica (EDM) é uma técnica de fabrico sofisticada utilizada no sector da engenharia de precisão para maquinar materiais condutores. Este processo diverge significativamente dos métodos de maquinagem convencionais, empregando [...]
A micro-maquinação por descarga eléctrica (EDM) é uma técnica de fabrico sofisticada utilizada no sector da engenharia de precisão para maquinar materiais condutores. Este processo diverge significativamente dos métodos de maquinação convencionais, empregando energia eléctrica em vez de mecânica. Aqui, aprofundamos os princípios fundamentais que regem a microerosão e descrevemos a forma como atinge eficazmente uma elevada precisão na maquinagem.
Princípio básico da Micro EDM
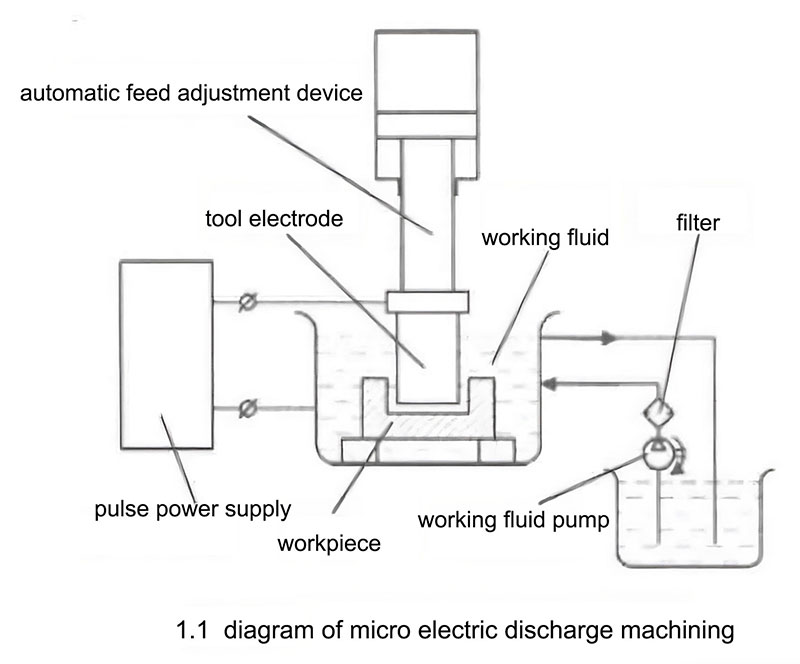
O micro EDM funciona com base no princípio da remoção de material através da utilização controlada de faíscas eléctricas que ocorrem entre um elétrodo-ferramenta e uma peça de trabalho, tudo isto contido num meio líquido isolante. A Figura 1.1 mostra um diagrama esquemático do equipamento básico utilizado no micro EDM. Durante o processo de maquinagem, uma fonte de alimentação pulsada fornece impulsos de corrente contínua e um dispositivo de controlo automático do avanço mantém um pequeno intervalo de maquinagem entre o elétrodo-ferramenta e a peça. O metal é removido pela erosão instantânea a alta temperatura causada pelas faíscas pulsadas, resultando em crateras de descarga. Ao contrário da maquinagem mecânica tradicional, que depende da energia mecânica para a remoção do material, a microerosão depende da energia eléctrica. Além disso, uma vez que o elétrodo da ferramenta e a peça de trabalho mantêm uma pequena distância sem contacto direto, não existe força de corte macroscópica, permitindo a maquinação de peças de trabalho com dureza superior à do material da ferramenta. Os principais componentes e as suas funções no micro EDM são os seguintes:
A nossa atividade na fábrica: Nós projetamos, desenvolvemos e produzimos moldes de metalurgia do pó, peças de metal duro, moldes de injeção de pó, ferramentas de estampagem e peças de molde de precisão. Whatsapp:+8618638951317. Email: [email protected],
- Fonte de alimentação pulsada:
- Gera impulsos de corrente contínua (CC) que são essenciais para criar as faíscas eléctricas necessárias para a maquinagem.
- Controlo automático da alimentação:
- Mantém uma pequena distância ideal entre o elétrodo da ferramenta e a peça de trabalho, assegurando uma geração consistente de faíscas e remoção de material.
- Interação entre o elétrodo e a peça de trabalho:
- O elétrodo da ferramenta e a peça de trabalho não se tocam fisicamente; em vez disso, é mantido um pequeno intervalo onde ocorrem as faíscas, permitindo que a ferramenta maquine materiais mais duros do que ela própria sem contacto direto ou forças de corte macroscópicas.
Mecânica da remoção de material
O processo de remoção de material em micro EDM é facilitado através de várias etapas:
- Formação de um campo elétrico:
- Uma tensão pulsada cria um campo elétrico irregular entre os eléctrodos. Quando a intensidade do campo atinge um valor crítico, provoca a emissão de campo, levando à emissão de electrões de alta velocidade.
- Ionização e decomposição:
- Os electrões emitidos colidem com os átomos do fluido de trabalho, ionizando-os e provocando eventualmente uma rutura do fluido, que forma um canal de descarga.
- Geração de calor e erosão de materiais:
- O movimento rápido de iões e electrões dentro do canal gera um calor significativo, fazendo com que o material nas superfícies dos eléctrodos derreta e vaporize, formando crateras de descarga.
- Remoção de produtos de erosão:
- A expansão do gás dentro do canal de descarga exerce uma pressão que ajuda a expulsar os materiais fundidos e vaporizados para fora da zona de descarga.
Controlo e otimização em micro EDM
Na micro EDM, o controlo da duração e do intervalo dos impulsos é crucial. Após cada descarga de impulsos:
- Deionização do fluido de trabalho:
- O fluido de trabalho precisa de tempo para voltar ao seu estado isolante. Uma desionização insuficiente pode levar a descargas de arco estáveis indesejáveis que podem danificar o processo de maquinação.
- Tempo de intervalo de pulso:
- O tempo adequado entre impulsos assegura a desionização total do fluido e a eliminação dos produtos de erosão, evitando curto-circuitos e garantindo a estabilidade das descargas subsequentes.
Aplicações e vantagens
O micro EDM é amplamente utilizado em indústrias que requerem alta precisão e a capacidade de maquinar materiais extremamente duros. As suas aplicações abrangem sectores como o aeroespacial para maquinar orifícios de arrefecimento em lâminas de turbinas, o campo médico para criar implantes complexos e a indústria de ferramentas e moldes para o fabrico de moldes detalhados.
Conclusão
A micro EDM destaca-se no mundo do fabrico devido à sua capacidade de maquinar materiais condutores de qualquer dureza com precisão e sem contacto direto. Este processo é essencial para a produção de geometrias complexas que são difíceis de obter com os métodos de maquinagem tradicionais. O desenvolvimento contínuo da tecnologia micro EDM continua a melhorar as suas capacidades, tornando-a uma ferramenta essencial no arsenal de técnicas de fabrico modernas.