
Меры предосторожности при проектировании твердосплавных заготовительных штампов
Штампы, изготовленные с использованием твердого сплава для пуансона или матрицы, или штампы, в которых и пуансон, и матрица изготовлены из твердого сплава, называются твердосплавными [...].
Штампы, изготовленные с использованием твердого сплава в качестве пуансона или матрицы, а также штампы, в которых и пуансон, и матрица изготовлены из твердого сплава, называются твердосплавными штампами. Как пуансон, так и матрица могут быть изготовлены полностью из твердого сплава или иметь часть твердого сплава, закрепленную или впрессованную в стальную деталь в качестве рабочей части заготовки. Слой твердого сплава также может быть напылен на режущую кромку стальной пресс-формы. Благодаря высокой твердости и износостойкости твердого сплава срок службы твердосплавные штампы в несколько раз или в десятки раз больше, чем у штампов из обычной стали. Однако из-за хрупкости твердого сплава и ударных нагрузок, возникающих в процессе заготовки, для изготовления пресс-форм часто используются прочные твердые сплавы.
Деятельность нашего завода: Мы проектируем, разрабатываем и производим пресс-формы для порошковой металлургии, детали из твердого сплава, пресс-формы для литья под давлением, штамповочную оснастку и прецизионные детали пресс-форм. Whatsapp:+8618638951317. Email: [email protected],
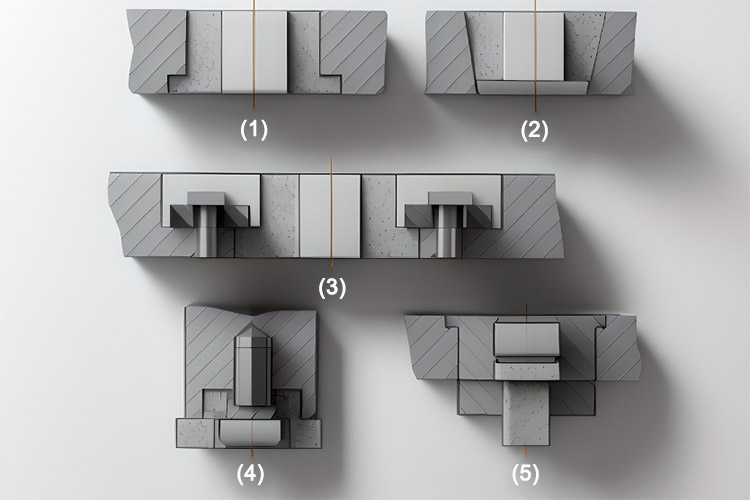
Как пуансон, так и матрица изготавливаются из твердого сплава, а конструктивная форма твердосплавные заготовительные штампы схож с общим штампом, но имеет и свои особенности. В процессе проектирования необходимо учитывать следующие моменты:
- Твердый сплав обладает меньшей способностью выдерживать изгибающие нагрузки. При компоновке следует обратить внимание на положение первой режущей кромки, чтобы не допустить срезания половины контура или половины отверстия, что приведет к односторонним нагрузкам на пуансон.
- Высота заусенца больше по сравнению с общей заготовкой, и она должна быть больше толщины материала, чтобы предотвратить выдавливание заусенца в матрицу, что может привести к повреждению пресс-формы.
- Зазор в заглушке должен быть соответствующим образом увеличен.
- Жесткость рамы пресс-формы должна быть достаточной, а компоненты пресс-формы должны быть совместимы со штампом с высоким сроком службы. Например, верхнее и нижнее основания пресс-формы изготавливаются из стали и имеют толщину в 1,5 раза больше, чем у обычных штампов. Фиксирующие штифты и направляющие пластины изготавливаются из стали 45 и подвергаются закалке. Задняя часть пуансона и матрицы усилена более толстыми опорными пластинами, которые также подвергаются закалке.
- Точность направляющих и срок службы рамы пресс-формы должны быть высокими, чтобы соответствовать штампу с высоким сроком службы. Обычно используются рамы пресс-форм с катящимися направляющими и сменные направляющие стойки, причем для крупных и сложных заготовок часто используются четыре направляющие стойки. Для устранения влияния погрешностей прессования на точность направляющих обычно используются держатели пресс-форм плавающего типа.
- Пуансон и матрица могут быть изготовлены полностью из твердого сплава или инкрустированы им. Твердый сплав также может быть прикреплен или приварен к стальным деталям.
- Если для разгрузки используется подпружиненная разгрузочная пластина, необходимо принять меры, чтобы она не ударялась о твердосплавную матрицу, вызывая неравномерные напряжения и приводя к образованию трещин. В этом случае высота нижней части разгрузочной пластины должна быть на 0,05-0,01 мм меньше высоты направляющей пластины (высота толщины материала). Разгрузочная пластина служит только для разгрузки без приложения давления. Если необходимо выполнить компрессионную заготовку из тонких материалов, то для равномерного обжатия заготовки между разгрузочной плитой и неподвижной плитой штампа или пуансона могут быть установлены направляющие стойки.