
Гладкость поверхности при обработке проволочным электроэрозионным станком: Методы и влияние на материал
Во многих случаях при использовании электроэрозионной проволочной резки для обработки деталей пресс-форм некоторые отверстия и узкие щели трудно или невозможно отполировать по определенным причинам, но [...]...
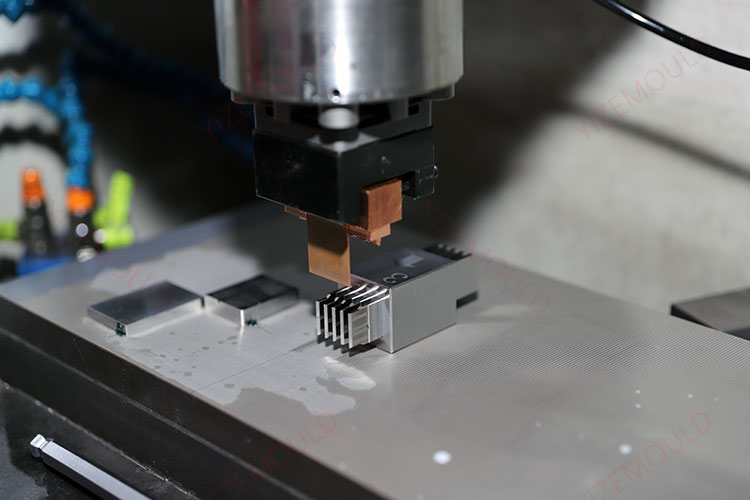
Во многих случаях при использовании электроэрозионной проволочной резки для обработки деталей пресс-форм некоторые отверстия и узкие щели трудно или невозможно отполировать по определенным причинам, но при этом требуется высокий уровень отделки. В таких случаях достижение требуемой чистоты с помощью электроэрозионной обработки становится единственным способом повышения качества детали. Помимо факторов, связанных с оборудованием, при электроэрозионной обработке особое значение имеет влияние техники и материалов. Wire EDM (Electrical Discharge Machining) - это специализированный процесс обработки, который, как и его традиционный аналог, использует электрические разряды для придания формы материалам. Этот процесс обычно оставляет на обработанной поверхности текстурированную поверхность, которую часто сравнивают с эффектом апельсиновой корки. Достижение оптимальной гладкости поверхности при электроэрозионной обработке проволокой предполагает понимание влияния нескольких ключевых параметров, включая ток, емкость, материал заготовки и напряжение.
Ключевые факторы, влияющие на гладкость поверхности при проволочной электроэрозионной обработке
- Настройки тока и емкости:
- Гладкость поверхности обработанной детали обычно улучшается по мере увеличения тока обработки. Эта взаимосвязь особенно заметна при более высоких значениях емкости, таких как 0,25 микрофарад.
- Для достижения большей гладкости поверхности предпочтительны более низкие значения емкости. Если требуется точная обработка поверхности, необходимо установить более низкие значения емкости.
- Влияние толщины заготовки:
- Толщина заготовки также играет решающую роль. При более высокой емкости увеличение толщины заготовки улучшает гладкость поверхности.
- При меньших значениях емкости (0,025 микрофарад и менее) толщина заготовки оказывает минимальное влияние на качество обработки поверхности, что делает ее менее значимым фактором при данных настройках.
- Учет напряжения:
- Качество поверхности также зависит от напряжения разомкнутой цепи, используемого при обработке. Оптимальная гладкость поверхности обычно достигается при более низких значениях напряжения, которые помогают уменьшить неровности поверхности.
- Существенные различия:
- Тип обрабатываемого материала существенно влияет на результат. Например, твердый сплав имеет тенденцию демонстрировать лучшую гладкость поверхности по сравнению с легированной инструментальной сталью.
- При обработке легированной инструментальной стали с емкостью 0,25 микрофарад шероховатость поверхности может составлять 20-30 мкРмакс, в то время как шероховатость твердого сплава может составлять 10-15 мкРмакс.
- Выбор материала электрода также влияет на качество обработки. Использование вольфрамовой проволоки обычно приводит к гладкости поверхности 16-22 мкРмакс, в то время как медная проволока может достичь сопоставимых результатов при определенных условиях.
Сравнение с другими процессами электроэрозионной обработки
Деятельность нашего завода: Мы проектируем, разрабатываем и производим пресс-формы для порошковой металлургии, детали из твердого сплава, пресс-формы для литья под давлением, штамповочную оснастку и прецизионные детали пресс-форм. Whatsapp:+8618638951317. Email: [email protected],
При обработке проволочным электроэрозионным способом обычно достигается лучшая гладкость поверхности, чем при традиционной искровой эрозионной обработке. Это преимущество делает проволочную электроэрозионную обработку предпочтительным выбором для применения в областях, требующих высокой точности и превосходной чистоты поверхности, например, в аэрокосмической, автомобильной и инструментальной промышленности.
Заключение
Достижение превосходной гладкости поверхности при обработке проволочно-вырезным электроэрозионным станком требует тщательного рассмотрения параметров обработки и выбора материалов. Оптимизируя ток, емкость, напряжение и выбирая подходящие материалы, производители могут значительно повысить качество обработанных поверхностей. Поскольку промышленность продолжает требовать более высокой точности и гладкости обработки, освоение этих переменных в проволочной электроэрозионной обработке будет иметь решающее значение для успеха.