
Принцип микроэлектроэрозионной обработки (Micro EDM)
Микроэлектроэрозионная обработка (EDM) - это сложная технология производства, используемая в точном машиностроении для обработки токопроводящих материалов. Этот процесс значительно отличается от обычных методов обработки за счет использования [...]...
Микроэлектроэрозионная обработка (EDM) - это сложная технология производства, используемая в точном машиностроении для обработки токопроводящих материалов. Этот процесс значительно отличается от обычных методов обработки, поскольку использует электрическую, а не механическую энергию. Здесь мы рассмотрим основополагающие принципы микро-ЭДМ и расскажем, как с ее помощью достигается высокая точность обработки.
Основной принцип микроэлектроэрозионной обработки
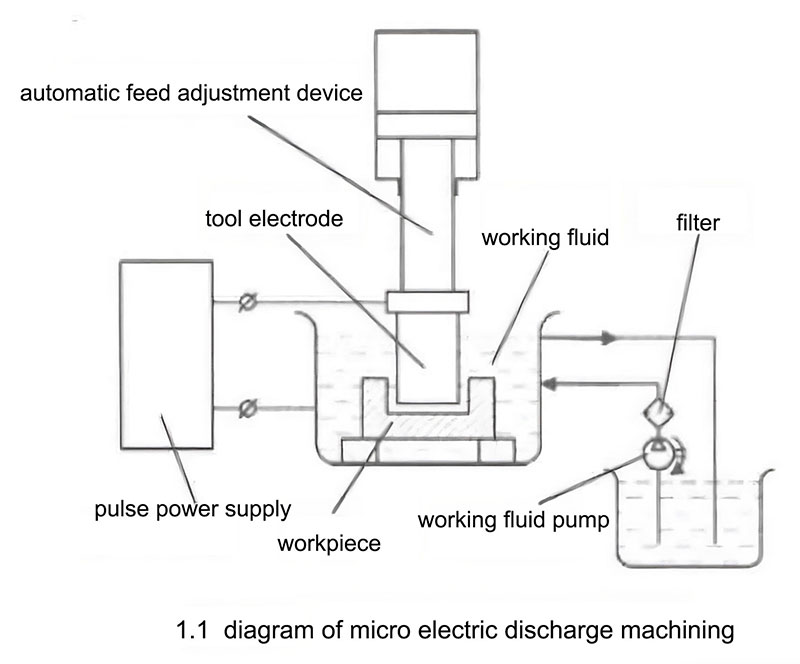
Микро-ЭДМ работает по принципу удаления материала за счет контролируемого использования электрических искр, возникающих между электродом инструмента и заготовкой, находящейся в изолирующей жидкой среде. На рисунке 1.1 показана схема основного оборудования, используемого в микро-ЭДМ. В процессе обработки импульсный источник питания подает импульсы постоянного тока, а устройство автоматического управления подачей поддерживает небольшой зазор между электродом инструмента и заготовкой. Металл удаляется в результате мгновенной высокотемпературной эрозии, вызванной импульсными искрами, в результате чего образуются кратеры от разряда. В отличие от традиционной механической обработки, при которой для удаления материала используется механическая энергия, при микро-ЭДМ используется электрическая энергия. Кроме того, поскольку электрод инструмента и заготовка имеют небольшой зазор без прямого контакта, отсутствует макроскопическая сила резания, что позволяет обрабатывать заготовки с более высокой твердостью, чем материал инструмента. Основные компоненты и их функции в микро-ЭДМ следующие:
Деятельность нашего завода: Мы проектируем, разрабатываем и производим пресс-формы для порошковой металлургии, детали из твердого сплава, пресс-формы для литья под давлением, штамповочную оснастку и прецизионные детали пресс-форм. Whatsapp:+8618638951317. Email: [email protected],
- Импульсный источник питания:
- Генерирует импульсы постоянного тока (DC), которые необходимы для создания электрических искр, необходимых для обработки.
- Автоматическое управление подачей:
- Поддерживает оптимально малый зазор между электродом инструмента и заготовкой, обеспечивая постоянное искрообразование и удаление материала.
- Взаимодействие электрода и заготовки:
- Электрод инструмента и заготовка физически не соприкасаются; вместо этого в месте возникновения искры остается небольшой зазор, что позволяет инструменту обрабатывать материалы тверже его самого без прямого контакта или макроскопических сил резания.
Механика удаления материалов
Процесс удаления материала в микро-ЭДМ происходит в несколько этапов:
- Формирование электрического поля:
- Импульсное напряжение создает неравномерное электрическое поле между электродами. Когда напряженность поля достигает критического значения, возникает полевая эмиссия, приводящая к выбросу высокоскоростных электронов.
- Ионизация и разрушение:
- Испускаемые электроны сталкиваются с атомами в рабочей жидкости, ионизируют их и в конечном итоге вызывают пробой жидкости, в результате чего образуется канал разряда.
- Выделение тепла и эрозия материалов:
- Быстрое движение ионов и электронов внутри канала выделяет значительное количество тепла, в результате чего материал на поверхности электродов плавится и испаряется, образуя кратеры разряда.
- Удаление продуктов эрозии:
- Расширение газа в разгрузочном канале создает давление, которое помогает выводить расплавленные и парообразные материалы из зоны разгрузки.
Управление и оптимизация в микроэлектроэрозионной обработке
В микро-ЭДС контроль над длительностью и интервалом импульсов имеет решающее значение. После каждого импульса разряда:
- Деионизация рабочей жидкости:
- Рабочей жидкости необходимо время, чтобы вернуться в изолирующее состояние. Недостаточная деионизация может привести к нежелательным стабильным дуговым разрядам, которые могут повредить процесс обработки.
- Время импульсного интервала:
- Достаточное время между импульсами обеспечивает полную деионизацию жидкости и очистку от продуктов эрозии, предотвращая короткое замыкание и обеспечивая стабильность последующих разрядов.
Применение и преимущества
Микроэлектроэрозионная обработка широко используется в отраслях, где требуется высокая точность и способность обрабатывать чрезвычайно твердые материалы. Она применяется в таких отраслях, как аэрокосмическая промышленность для обработки охлаждающих отверстий в лопатках турбин, медицина для создания сложных имплантатов и инструментальная промышленность для детального изготовления пресс-форм.
Заключение
Микро-ЭДМ занимает особое место в мире производства благодаря своей способности обрабатывать проводящие материалы любой твердости с точностью и без прямого контакта. Этот процесс незаменим для получения сложных геометрических форм, которые трудно достичь с помощью традиционных методов обработки. Постоянное развитие технологии микро-ЭДМ продолжает расширять ее возможности, делая ее важнейшим инструментом в арсенале современных производственных технологий.