
Твердосплавные штампы для холодной штамповки
Первый пример применения штампа для холодной высадки Carbide - формообразующая верхняя пресс-форма:
Процесс изготовления твердосплавных штампов холодной высадки:
Крупногабаритный технологический процесс: круглое шлифование - резка проволоки - разгрузка.
- Информация
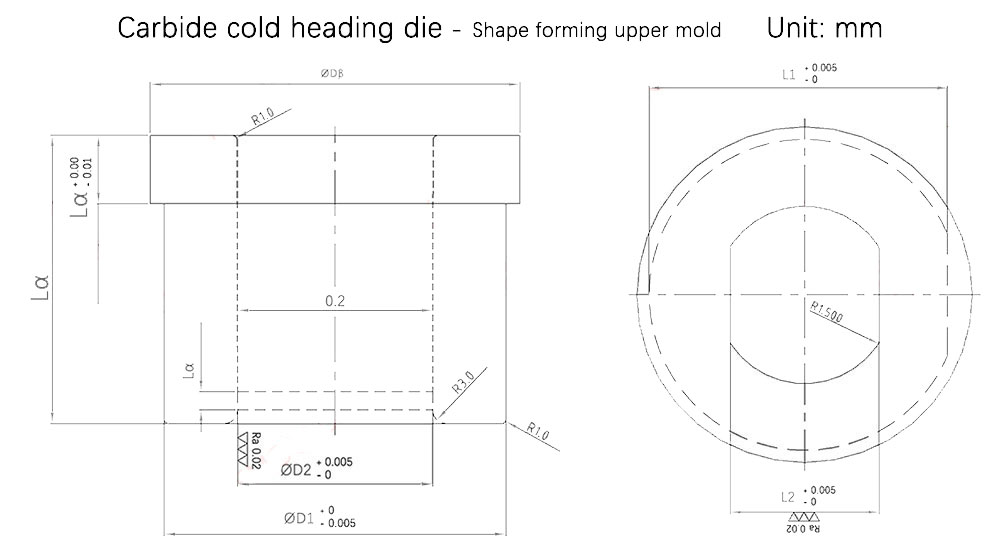
Первый пример применения штампа для холодной высадки Carbide - формообразующая верхняя пресс-форма:
Деятельность нашего завода: Мы проектируем, разрабатываем и производим пресс-формы для порошковой металлургии, детали из твердого сплава, пресс-формы для литья под давлением, штамповочную оснастку и прецизионные детали пресс-форм. Whatsapp:+8618638951317. Email: [email protected],
Процесс изготовления твердосплавных штампов холодной высадки:
- Крупногабаритный технологический процесс: круглое шлифование - резка проволоки - разгрузка.
- Процесс изготовления мелкой продукции: пуансон - резка проволоки - выгрузка.
Вопросы изготовления
- Более высокий допуск на размеры требует положительного значения 0,005 мм с одной стороны, а более высокая чистота обработки - Ra 0,02.
- Концентричность обработки твердосплавных штампов холодной штамповки может достигать допуска ±0,002 мм.
- Вертикальная параллельность может достигать ±0,002 мм.
- Зеркальная полировка может достигать Ra0,015.
- Минимальная обработка отверстий может достигать 0,06 мм при толщине 0,6 мм.
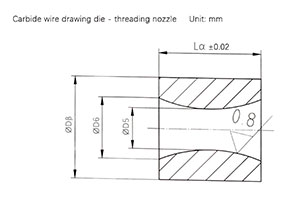
Исследование второй детали твердосплавного штампа для холодной штамповки:
Процесс изготовления такой же, как и у твердосплавной холодной штамповки с формированием верхней формы, средняя часть тени утоплена и должна быть обработана электрическим разрядом, форма неправильная, угол сложный.
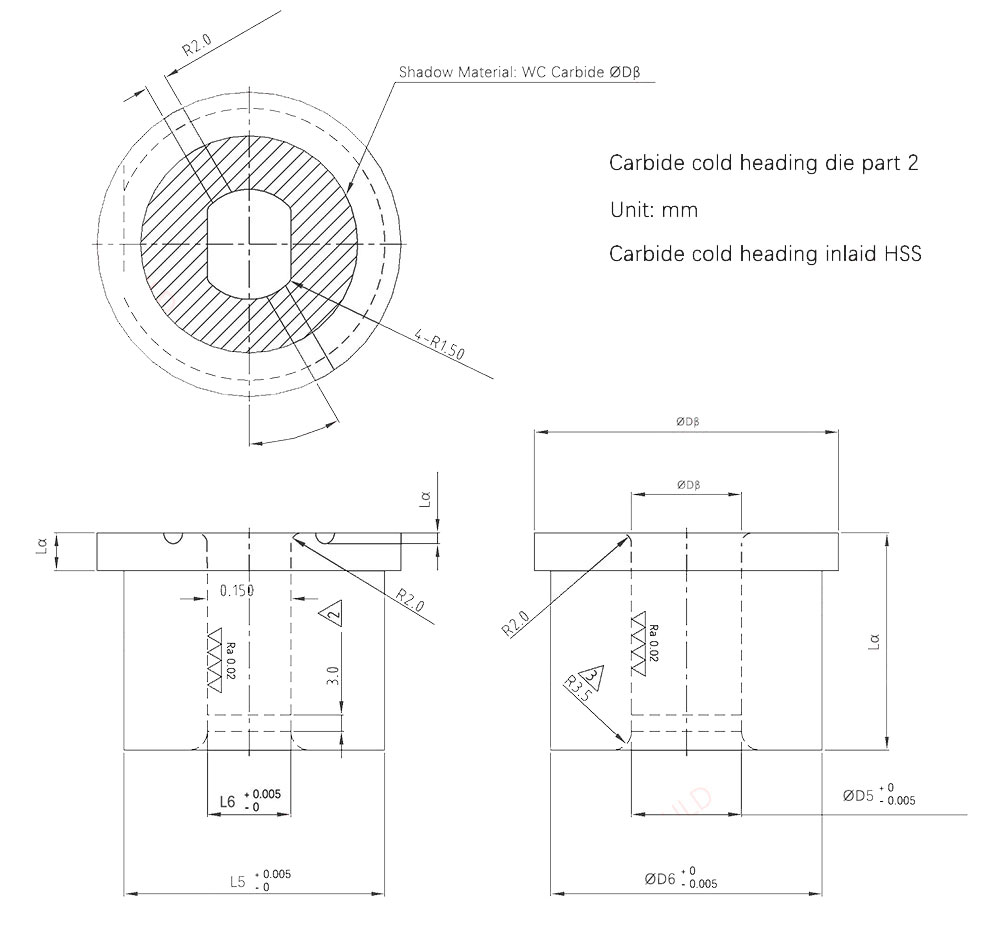
Исследование третьей части твердосплавного холодновысадочного штампа - твердосплавная холодновысадочная инкрустированная быстрорежущая сталь
Обработанная деталь из карбида вольфрама под высоким давлением вставляется в материал HSS на холодновысадочном станке.
Технология обработки:
Подготовка материала - гидравлический пресс - наружное шлифование - чистовая резка отверстий - электроэрозионная обработка - плоскошлифовальная обработка - обработка на станках с ЧПУ (паз R2.0).
Производственные трудности:
- Обеспечение работоспособности и твердости детали из карбида вольфрама в заданном диапазоне после инкрустации.
- Предотвращение растрескивания детали из быстрорежущей стали и недопущение существенного изменения ее характеристик.
- Достижение высокой точности с допуском 0,005 мм.
- Получение чистовой обработки детали из карбида вольфрама с шероховатостью поверхности Ra0,02.
Для выполнения этих требований будут предприняты следующие шаги:
- Перед отделкой оставляют запас для инкрустации в соответствии с зазором.
- Контроль твердости детали из белого твердого сплава на соответствие требуемым техническим характеристикам.
В целом данный проект требует внимательного отношения к деталям и знаний в области прецизионной обработки и материаловедения для достижения желаемых результатов. Если следовать этим этапам и использовать соответствующие методики и оборудование, то можно изготовить высококачественные детали из карбида вольфрама с требуемыми характеристиками и качеством обработки.
Get Mold - это профессиональный Обработка твердосплавных штампов холодной высадкой Производитель, основанный в 2007 году, имеет богатый опыт в обработке деталей из карбида вольфрама, много опытных инженеров-технологов, технологическое оборудование для всего процесса, точность обработки 0,02 мм - 0,002 мм изделий из карбида вольфрама.
Наши специалисты готовы ответить на ваши вопросы и оказать поддержку.
Похожие статьи: